




发布时间:2025-02-15 文章来源:Harsco Rail 陆炳江
自1995年钢轨打磨车引入中国以来,其在既有线和高铁线路表现出来的能力和作用日益受到业内的认可和推广,在国内高铁线路日益发达的当下,钢轨打磨车更是成为了高铁钢轨维护的不二之选。目前国内铁路系统运营线路的钢轨维护工作主要由HARSCO及其合作单位出品的PGM96C钢轨打磨车承担,经过十多年的运用和积累,为全国线路的平稳、安全、高效运行奠定了坚实的基础。
随着PGM96C钢轨打磨车运用的不断深化和推进,部分设备在使用中出现打磨小车导向轮踏面光带蛇形变形的问题,与其同时出现的是钢轨打磨质量的不稳定(比如钢轨光带蛇形变形、波磨等),对此,我们从机械结构和液压原理两个方面初步探讨,并希望借此抛砖引玉,以进一步提升设备的稳定性和安全性。
一、机械结构
PGM96C钢轨打磨车的作业小车由3个单元拼接而成,每个单元上安装有8台打磨电机,即每台作业小车共有24个打磨电机,如图一所示:
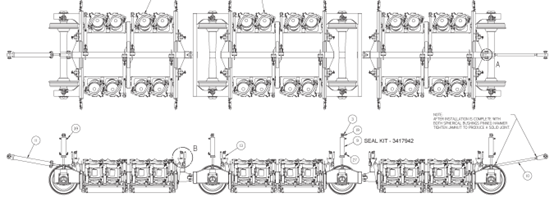
图一
作业小车共有4个导向轮,所有打磨电机和框架的重量由这4个导向轮承担,但这些重量并不是平均分布的,从图一中可以简单看出,中间两个导向轮对承受的重量约是两边导向轮的一倍,其大概的承载力分配如图二所示:
图二
在正常情况下,作业小车导向轮下放至钢轨后处于自由状态,即作业小车提升油缸上下腔体处于连通状态,油缸对小车不产生升降的作用力,只有作业小车自身的重量作用于导向轮。从承载力大概的分布来看,1区和4区导向轮所承载的重量大约是2区和3区的一半左右。
每台打磨电机配有一个进给油缸作为其升降的动力来源,在打磨作业时,进给油缸的下压力由各个比例阀控制。当打磨钢轨顶面区域时,进给油缸带来的下压力垂直于钢轨表面,继而会形成对作业小车的托举力作用于框架上,类似于液压千斤顶的作用,此时导向轮承受的重量相应减少。当进给油缸下压力足够大时,由于1区和4区的导向轮承载的重量较少,可能会连同框架被一起抬高,使导向轮悬空,这在进给油缸下压力达到最大状态时尤为明显。虽然现在的打磨车均已在1区和4区的导向轮处加装配重块,不过加装的重量可能还是不足以抵抗来自进给油缸的提升力。
导向轮受进给油缸的作用产生悬空效应时,其悬空的高度受打磨电机的角度、进给油缸的下压力大小以及砂轮厚度共同影响,并不悬空在固定的高度。图三是正常状态下的轮轨接触状态,图四是导向轮被略微抬高后的状态,图五是导向轮被明显抬高后的状态,图五这种状态易引起掉道。
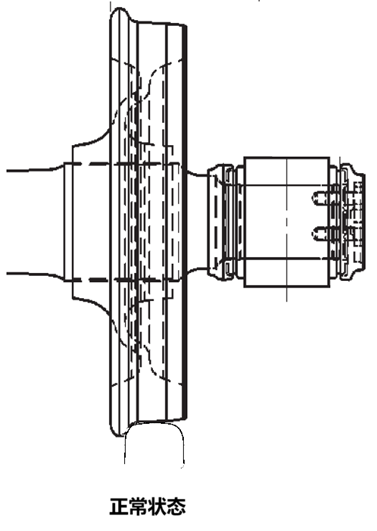
图三
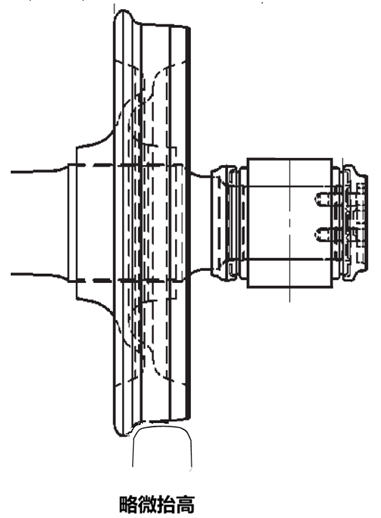
图四
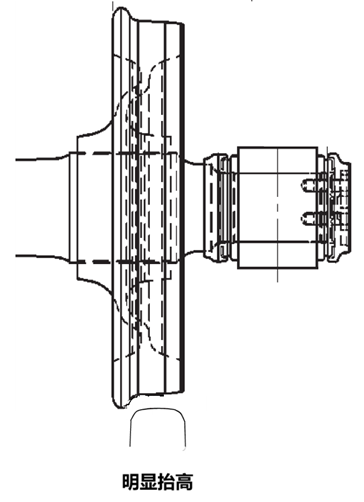
图五
从图四和图五的导向轮状态中可以看出,当左右侧打磨电机的角度不一致时,会出现导向轮的一侧被抬高的情况,此时叠加电机下压打磨时对与钢轨之间形成的相互推力和由于曲线上下股的高度差而产生的侧向重力的影响,被抬高的导向轮易存在横移窜动,与钢轨接触的导向轮就会产生少量的侧滑。随着这种侧滑的不间断出现,导向轮踏面就容易产生蛇形运动的光带。
二、液压原理
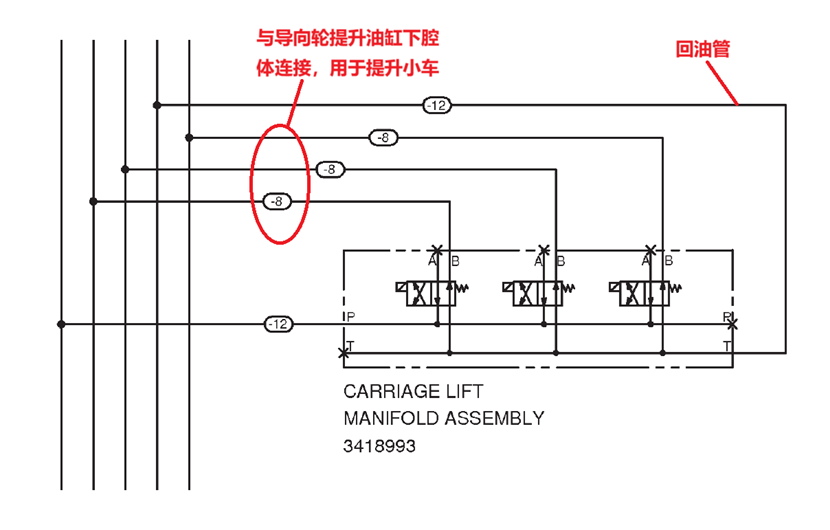
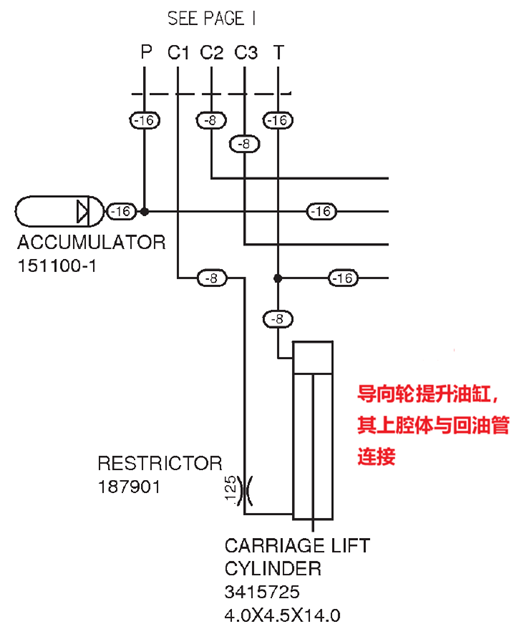
作业小车提升油缸控制阀是常见的两位四通换向阀,其线圈在未得电时,油缸的下腔体通过该阀与回油管连接,而上腔体是直接与回油管连接的,如图六和图七所示。因此,当作业小车导向轮落到钢轨上后,控制阀失电的情况下,提升油缸的上下腔体都与回油管连接,使作业小车处于自由悬浮状态。
图六
图七
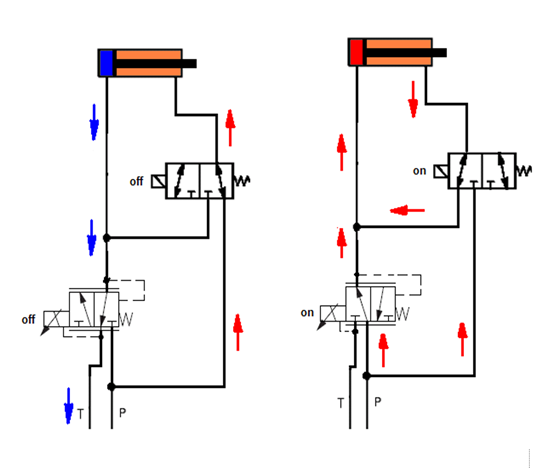
打磨电机的上下动作动力来源是进给油缸,当作业开始后,激活阀和比例阀得电,其阀芯动作后,将进给油缸的上腔体油路与液压泵引来的压力管连通,此时进给油缸的上下腔体同时受液压泵压力的作用,如图八所示,左侧油路是磨头未激活的状态,右侧油路是磨头激活下压打磨时的状态。
图八
由压力与压强的关系公式F=P*A可知,单位面积上受到的压强越大,相应的压力越大。油缸的上下腔体内遇油面的面积是不同的,因此虽然进给油缸上下腔体同时接受来自液压泵的液压力,但上腔体的压力略高于下腔体,从而使活塞缓缓向外伸出,这也是打磨电机在下压时动作平缓的原因。
打磨电机的下压力是通过比例阀控制的,其控制精度与打磨质量息息相关。正常情况下,控制系统根据电机电流的反馈值对比例阀进行闭环控制,能将打磨质量维持在一个良好水平,但当控制阀阀芯卡滞时,会出现阀芯无法根据控制系统的电压调整产生实时变化,其表现形式就是电机的电流功率条来回波动幅度偏大,继而引起打磨后的钢轨表面有细微的凹凸差异,这种差异随着时间的流逝将逐渐明显,可能形成波磨及蛇形光带等问题,这种情况在使用非原装部件时尤为明显。
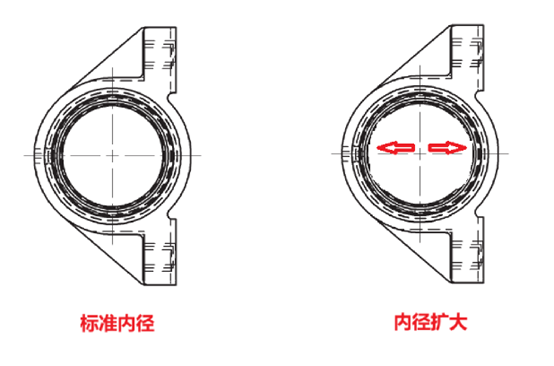
在上述基础上,还可以引申出另一种较为隐蔽但可能影响打磨质量的问题,即导向套的磨损对打磨质量产生影响。常规导向套的内衬材质是铜,导向杆是钢材,这两者在上下动作过程中必然存在磨擦,由于材质的原因,铜受摩擦后的消耗远大于钢材。在一些使用多年的老车上可以观察到,许多电机在下压到最下端以及从最下端开始上升的一瞬间,电机整体会产生左右方向上的侧晃抖动,如图九所示:
图九
上述间隙较小时并不会产生明显影响,当间隙扩大到一定程度时,比例阀在快速控制进给油缸下压力的过程中,可能由于磨石与钢轨之间的反作用力导致电机在打磨过程中出现左右连续快速晃动,如图十所示,目前并不排除这种情况对打磨质量造成负面影响(如产生波磨或钢轨表面刮痕凌乱等)的可能性。
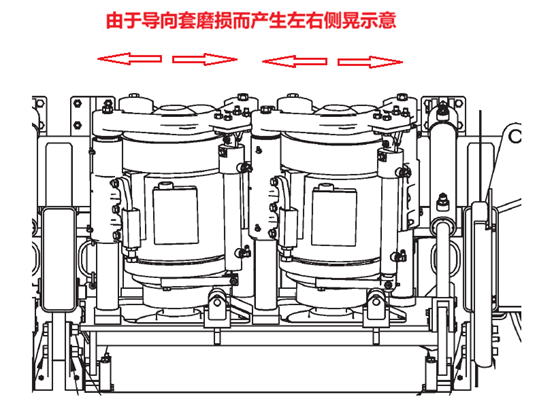
图十
综上所述,当打磨小车处于下放状态时,小车自身的重力作用于导向轮,使其更稳定地在钢轨上行走,但当磨石与钢轨顶面区域接触并且进给油缸的下压力过大时,可能会使作业小车部分导向轮悬空,继而形成打磨后的钢轨光带以及导向轮踏面光带蛇形变形现象。
针对上述问题,目前更多的是采用人为干预的方式尽可能减少或避免上述现象的产生,以下是部分可能的办法,其它方法可逐步梳理和总结:
1、在两头导向轮处加装配重块,目前已实施,但从现场运用实际情况来看,其加装的重量还是达不到预期的效果。
2、作业小车两头的8台电机(图二中的1区和4区)角度尽量避开钢轨顶面区域,比如-5°~15°之间(这个角度区域根据实际情况调整)。如果确实无法避开这些角度,则可以考虑降低功率,具体的安全功率范围应在现场做测试后确定。
3、比例阀阀芯采用质量可靠的原装部件,非原装部件在使用初期可能没有明显的问题,但由于其制造工艺和材质等问题往往在使用一段时间后就出现卡滞等问题,影响作业质量的同时还会带来安全隐患。
4、按操作手册的要求定期更换液压油,并且在更换时应将各管路内的液压油一并排出,同时还应清洗油箱,避免液压油受到污染。
5、发现有电机功率条不稳定时及时排查原因并处理。
6、建议不定期检查电机升降时的侧晃现象,并据此制订检修计划,及时更换相关部件。
 Phone
Phone
 Add
Add
 Net
Net
哈斯科亚太铁路机械商贸(北京)有限公司
Harsco APAC Rail Machinery Trading (Beijing) Co.,Ltd. 扫一扫,查看手机网站
扫一扫,查看手机网站
